Jogging Control Panel
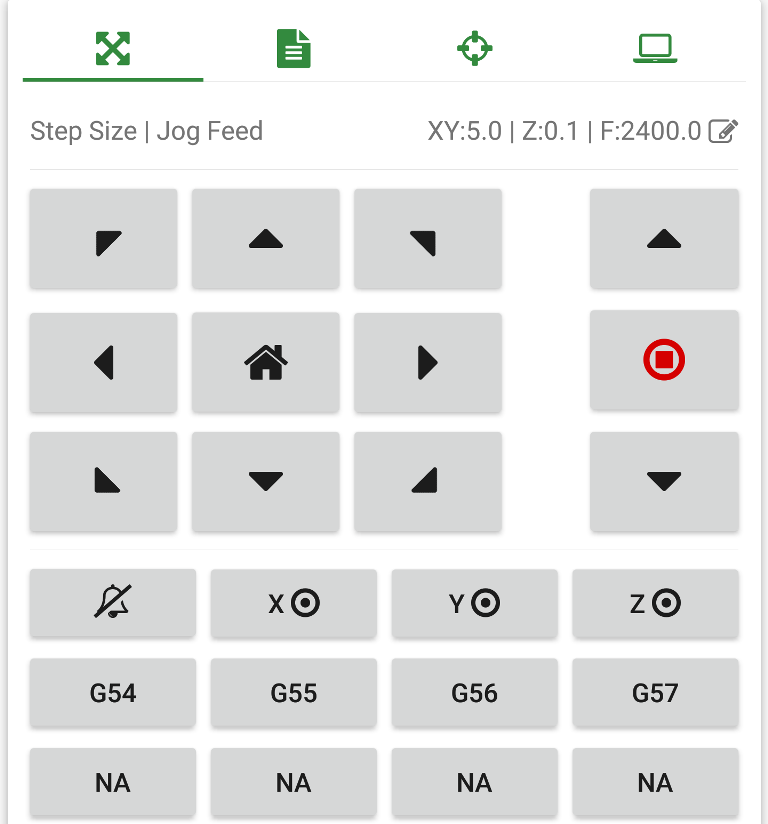
Figure-1: Jogging control panel information
Jogging control, homing and return to zero
-
Step Size | Jog Feedadjust jogging step and feed rate here. Max feed rate value depends on the machine settings. Max step size can be configured in settings. -
X- Y+Move the machine in X negative and Y positive direction. -
Y+Move the machine in Y positive direction. -
X+ Y+Move the machine in X positive and Y positive direction. -
Z+Move the machine in Z positive direction. -
X-Move the machine in X negative direction. -
Homing button- Short Click: Do machine homing with $H
-
Long Click: Set all axis location in current coordinate system to zero
G10 L20 P0 X0Y0Z0
-
X+Move the machine in X positive direction. -
Jog cancel | Go to zero- Short Click: Tries to stop the current jogging or any custom button task
- Long Click: Go to zero position in current work coordinates (this will first move the z-axis to zero in machine coordinates then moves x,y to zero in work coordinates then moves the z-axis to zero in work coordinates)
-
X- Y-Move the machine in X negative and Y negative direction. -
Y-Move the machine in Y negative direction. -
X+ Y-Move the machine in X positive and Y negative direction. -
Z-Move the machine in Z negative direction.
NOTE: Click and holding the axis move buttons will repeatedly execute the commands at an interval of 35 milli seconds approximately.
Alarm unlock and axis control
-
Alarm status | Alarm Unlock
-
Alarms not active. Clicking on this state does nothing. -
Alarm is triggered. Clicking on this button will send unlock command $X
-
-
XX-Axis control- Short Click: Set x-axis location in current coordinate system to zero
-
Long Click: Move x-axis to zero position in current coordinate system
G0X0
-
YY-Axis control- Short Click: Set y-axis location in current coordinate system to zero
-
Long Click: Move y-axis to zero position in current coordinate system
G0Y0
-
ZZ-Axis control- Short Click: Set z-axis location in current coordinate system to zero
-
Long Click: Move z-axis to zero position in current coordinate system
G0Z0
Work coordinate offsets
-
G54Coordinate System 1- Short Click: Select coordinate system 1
- Long Click: Saves current work position to coordinate system 1
-
G55Coordinate System 2- Short Click: Select coordinate system 2
- Long Click: Saves current work position to coordinate system 2
-
G56Coordinate System 3- Short Click: Select coordinate system 3
- Long Click: Saves current work position to coordinate system 3
-
G57Coordinate System 4- Short Click: Select coordinate system 4
- Long Click: Saves current work position to coordinate system 4

Figure-2: Jogging step size and feed adjust dialog
Jogging step size and feed rate adjusting
This dialog pops upon clicking Step Size | Jog Feed
-
InchesWhen turned on machine units for jogging is set to "Inches" -
To adjust the X and Y axis step size slide the
XY:progress bar.
-
To adjust the Z axis step size slide the
Z:progress bar.
-
To adjust the jogging feed rate slide the
Feed:progress bar.
NOTE: Maximum value of X, Y and Z axis progress bar can be configured in application settings.
Quick step setting buttons
Quick buttons are provide to set the step size to a predefined value. Value of each button can be set in application settings.
-
XY: Low- Short Click: Sets the configured low value as X and Y axis step size.
- Long Click: Changes the pre-configured low value to current XY progress bar value
-
XY: Medium- Short Click: Sets the configured medium value as X and Y axis step size.
- Long Click: Changes the pre-configured medium value to current XY progress bar value
-
XY: High- Short Click: Sets the configured high value as X and Y axis step size.
- Long Click: Changes the pre-configured high value to current XY progress bar value
-
Z: Low- Short Click: Sets the configured low value as X axis step size.
- Long Click: Changes the pre-configured low value to current Z progress bar value
-
Z: Medium- Short Click: Sets the configured medium value as Z axis step size.
- Long Click: Changes the pre-configured medium value to current Z progress bar value
-
Z: High- Short Click: Sets the configured high value as Z axis step size.
- Long Click: Changes the pre-configured high value to current Z progress bar value
Custom Buttons
Application supports four custom buttons in jog control panel (needs to be enable in settings). Button labels and actions can be customized via settings.
Custom buttons also supports both short click and long click events and can behave accordingly.
Custom buttons supports commands upto 2048 characters in length, will be sent to grbl using character counting protocol.
You can cancel any currently running custom command by pressing the "Jog Cancel" Jog cancel | Go to zero button
Additional A and B Axis Support
This feature is only available in paid version (Grbl Controller +)
When enabled in settings jogging control panel will show four additional buttons A+, A-, B+ and B-
these buttons can be used to control the jogging of any additional axis that are added in custom versions of grbl (currently its not possible to view the current position of these axis in application)